
Request a Quote
Request a Quote

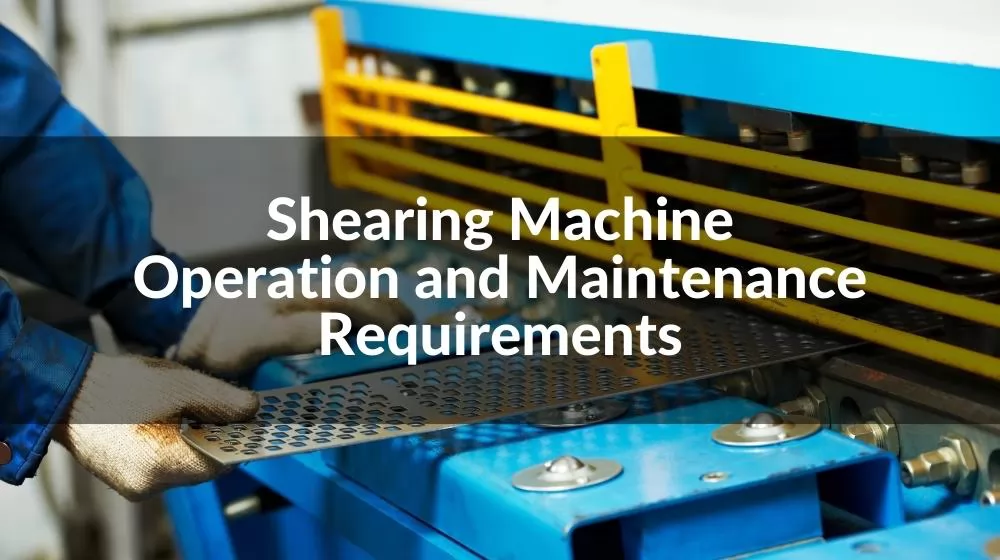
Safety is very important when using shearing machine. There is no doubt that we must make every employee involved in production learn and keep our production requirements in mind. So next we will give important tips for the use of shears.
Definition of plate shearing machine: A plate shearing machine uses a moving upper blade and a fixed lower blade, and uses a reasonable blade gap to apply shearing force to metal plates of various thicknesses, so that the plates can be broken and separated according to the required size. Shearing machine is a kind of forging machinery, and its main function is the metal processing industry. Products are widely used in aviation, light industry, metallurgy, chemical industry, construction, shipbuilding, automobile, electric power, electrical appliances, decoration and other industries to provide the required special machinery and complete sets of equipment.
The hydraulic shearing machine is divided into two blades, which generally cause the shearing effect on the movement of the blade. Therefore, in terms of the phenomenon that the knife often fails to run, some people think that it is the reason for the insufficiency of nitrogen, but the fact is not In this way, we will analyze the reason through the following knife on the shearing machine that cannot be hit:
Circuit failure: If the circuit is faulty, stab the reversing valve with a screwdriver to see if it is stuck, and then test whether the boost valve indicator light is on;
_1656668669_WNo_800d800.webp)
The hydraulic system is blocked and worn: The main relief valve in the hydraulic system of the hydraulic shearing machine is seriously worn, resulting in overflow and debris, stuck, and the pressure cannot rise; the valve core needs to be cleaned or replaced.

There is a liquid flush valve on the upper end of the cylinder, which will not rise if it is not opened;

Abnormal pump flow, if the pump flow is inversely proportional to the pressure, it will also cause the hydraulic pressure to fail;

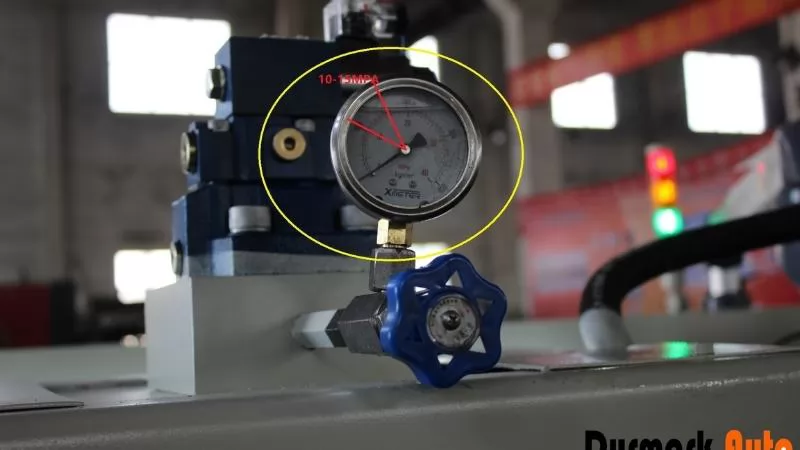
Whether the hydraulic pressure of the hydraulic shearing machine is normal, whether the oil cylinder is faulty, etc. will cause the hydraulic pressure to not lift normally; usually 10 to 15 MPa
According to the analysis of the above knowledge content, we can know that the main reason for the failure of the upper knife of the hydraulic shearing machine is the failure of the hydraulic system and the blockage of debris, so we must be careful when checking these two parts, and we try not to ignore the above nitrogen cause of insufficiency.
The relevant production personnel are responsible for the boring confirmation and quality assurance in the production process.
Relevant workers select the required materials according to production requirements: when selecting, pay attention to the color, layer, layer type, thickness, width, and strength of the material, whether it is consistent with the requirements on the production order.
When starting up, first open the main control power lock on the electrical cabinet, put the switch in the "ON" state, and then put the power switch on the main console in the "ON" position. When shutting down, first turn the main control switch to the "OFF" state, and then turn the power switch on the electric cabinet to the "OFF" state to lock the cabinet.
The following situations may occur during the use of the shearing machine:
Start the shearing machine idling for several cycles to ensure that under normal circumstances, try to cut out plates of different thicknesses, from thin to thick. Make sure the user is familiar with shearing machine performance.
The thickness of the test shear plate must be adjusted for different blade gaps. If the blade clearance is not adjusted, the durability of the blade will be affected.
Turn on the pressure gauge switch and observe the oil pressure value during the shearing process. When cutting 12mm sheet, the pressure should be less than 20MPa. The pressure of No. 9 remote pressure regulating valve is set to 20-22mpa when it leaves the factory. The user must abide by this regulation and must not increase the cutting pressure beyond the specified material surface and cause damage to the machine.
Sound balance during operation. If there is any noise, stop the shears for inspection.
When the shearing machine is working, the temperature of the fuel tank rises. Above 60 degrees, power off and rest.
Wear a tight fitting shield and cuff before operation. The hem of the shirt must not be opened. Do not undress or wrap around the starter to prevent injury to the machine. You must wear a hard hat. The braids should be in the hat. Skirts and slippers are not allowed.
The operator of this machine must be familiar with the main structure, performance and usage of the shearing machine.
This machine is suitable for cutting all kinds of steel plates, copper plates, aluminum plates and non-metallic material plates suitable for the thickness of the machine tool. The material must be free of hard marks, slag, slag inclusions and weld seams. Super thick is not allowed.
All parts of the machine tool should be lubricated frequently. Operators add lubricating oil once per shift, and mechanics add rolling bearing parts once every six months.
The operator must be familiar with the general construction and performance of the equipment. It is strictly prohibited to use the device beyond its performance.
Before starting the machine, add lubricating grease according to the equipment lubrication regulations, check the oil quantity and quality of the oil cup, and cover the oil cup hole cover.
Before working, the cutting edge of the blade must be kept sharp. If the cutting edge becomes dull or cracked, it should be sharpened or replaced in time. The blades should be fastened firmly, the blades must be close to each other, and the upper and lower blade surfaces must be parallel. After adjustment, manual turning inspection should be used to avoid accidents. The blade gap should be determined according to the thickness of the sheared steel plate, generally between 5-7% of the thickness of the sheared steel plate. Every time the gap is adjusted, the flywheel should be turned by hand to make the upper and lower blades reciprocate once, and the gap should be checked with an auxiliary measuring tool. Ideal for preventing spring breakage or damage to the cutting edge.
It is not allowed to cut 2 different specifications and different materials at the same time. Cut paper must have a flat surface. The edges and corners of raw sheets are not allowed to be trimmed, and narrow sheets and short materials that are not tight are not allowed to be cut.
Adjust the master controller and fixture according to the requirements of the workpiece to be cut. Loosen the bolts of the positioning stopper, adjust the size and position of the positioning stopper, and strengthen it. Before working, it should be air-tested 2-3 times to ensure that the lubrication is good and there is no abnormality before it can work.
The feed should be straight and steady. Keep your fingers away from cutter and plate pressure. Pay attention to the safety of your fingers when feeding. The special thing is that when you see the end of a piece of paper, don't stick your finger under the board or stick your finger into the blade. The last section of the material head is less than 200mm, and manual cutting is not allowed. You should choose auxiliary tools for cutting.
Do not repair or wipe down the machine during startup. Do not place tools or other items on the table to avoid entering the cutting edge and damaging the blade.
When cutting, the pressing device should press the sheet, and should not be cut in the pressed state.
Install a protective fence on the shears to prevent the operator's hands from entering the area where the shears fall. The guard rails cannot block the operator's eyes and cannot see the cut part. It is strictly forbidden to pick up garbage on the ground during work, so as not to be injured by the falling workpiece. The waste generated after the operation has edges and corners, and the operator should remove it in time to prevent puncture and cuts.
The belts, flywheels, gears, shafts and other moving parts of the shearing machine must be equipped with protective covers.
Pay close attention to abnormal failures of clamping mechanisms, clutches, brakes; focus on shearing. If the equipment is found to be abnormal, the shearing board should be stopped immediately, the power supply should be cut off, and the relevant personnel should be notified for maintenance.
To ensure safe production and improve work efficiency, accidents involving personal equipment should be maintained on-site and reported to relevant departments.
Before the end of the work, the power supply should be cut off, the equipment should be cleaned, and the inspection records should be kept.
It is forbidden to cut high-speed steel, tool steel, cast iron, etc. that are too long and thick, and cutting and quenching are not allowed.
The clutch should be disengaged before starting, and the motor is not allowed to start with load.
The shears run idle for several cycles before starting. After a few cycles of inactivity, the test can be processed normally.
It is forbidden to cut explosives, bars, thin workpieces and non-metals.
Pay attention to whether the clutch fails, whether the fastening screw is firm, and the fingers cannot enter the cutting edge when feeding. It is strictly forbidden for two people to cut different workpieces on the same machine at the same time.
The equipment should be handled by special personnel, and unauthorized use is not allowed. Usually people have to stop the machine before leaving.
Equipment must be shut down to adjust, repair and clean.
It is strictly forbidden to tighten the stopper or adjust the blade clearance by tapping. When adjusting the blade clearance, stop and then proceed.
Do not reach into the cutting area or pick up material by hand during work operations.
When operating the shears, all safety regulations must be observed;
For whatever reason, do not allow any part of your hands or body to reach under cutting edges or other rotating parts.
Operation is not allowed under the tool holder
Do not stand in the machine protection zone or danger zone.
No one should be at the back of the machine or under the knife holder before the machine is working.
When adjusting the uniformity of the gap between the blades of the machine, the TV must be turned off.
During the operation of the machine, if any abnormal situation such as abnormal sound is found, it should be stopped immediately, and the equipment can be used after the problem is solved.
When there are many operators, it should be ensured that there are no dangerous factors before stepping on the foot switch or pressing the button.
After each shift, the operator should clean up the leftovers scattered around the workbench; before the end of the work, return to the origin and stop
Check that the oil and nitrogen levels in each lubricating oil tank meet the requirements. Refuel according to regulations at each manual refueling point;
Check whether there is lubricating oil on the surface of the machine tool guide rail and screw rod, and keep it well lubricated;
Check and confirm hydraulic operation;
Observe the cutting situation at any time during the work. If there is any abnormality, press the emergency stop button immediately;
If you leave the machine for a long time, please turn off the power to prevent unprofessional operation.
Thoroughly clean the machine weekly. Lubricate the guide rail surfaces, sliding surfaces, balls and screws;
Check and tighten the tool fixing screws, transmission mechanism, handwheel, table support screws, and jack lines;
Check whether the oil filter is clean, if it is dirty, it must be cleaned;
Check all electrical cabinet filters and remove adhering dust.
Check whether each lubricating oil pipe is unblocked, whether the oil window is bright, and whether there is any sediment in the oil tank;
Clean the machine of chips and grease;
Refuel at each lubrication point;
Check whether the transmission parts are loose, check the meshing of the gear and the rack, and adjust or replace if necessary;
Check and adjust the sharpness of the blade, and sharpen or replace the blade with dullness in time;
Check and adjust the tightness and clearance of knives and blades for proper fit;
Check the strong electric cabinet and operating platform to see if the fastening screws are loose, and clean the dust in the cabinet with a vacuum cleaner or blower. Check whether the terminals are loose (see the electrical manual for details);
Check the performance of all buttons and selector switches. All contacts are in good condition with no leaks and replacement damage.
Check the ball screw, clean the old grease on the screw, and replace with new grease;
Replace bearing grease. When replacing, be sure to clean the bearing;
Clean various valves and filters, clean the bottom of the fuel tank, and change the oil as required;
Check the surface of the motor commutator, remove the burrs, clean the carbon powder, and replace the carbon brushes if they are too worn.
During adjustment and cleaning, the machine must be shut down.
On-site cleaning work, it is forbidden to stack workpieces and sundries at the work site, and keep the machine tool and the site clean at all times.
Finished products should be stacked. When the work is done, cut off the power, clean the machine, clean the workplace, and lock the switch box.
.png)




.png)
.png)