
Request a Quote
Request a Quote

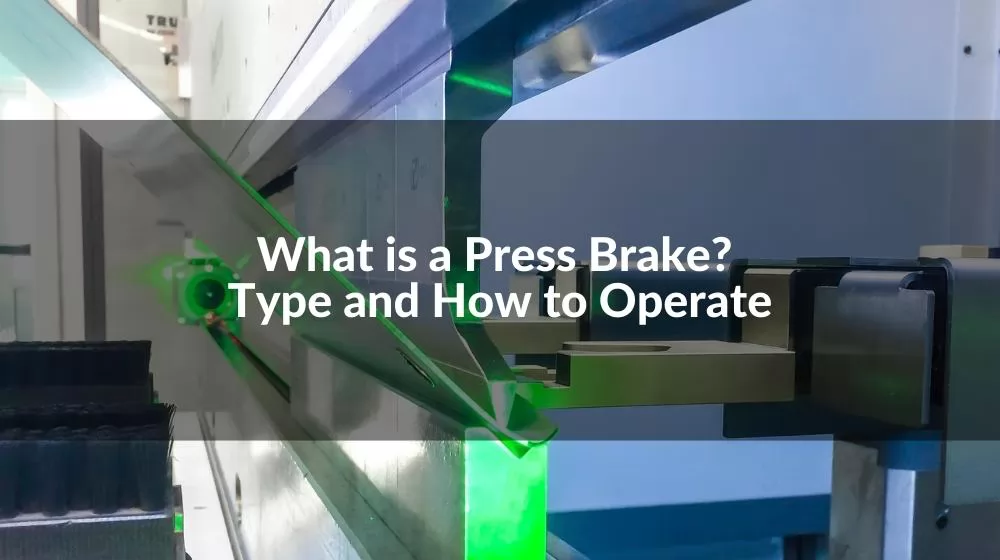
Are you looking for a press brake? If yes, then you have come to the right place. A press brake is an industrial mechanical stamping tool used to bend sheet metal and most sheet metal (including sheet metal) by clamping the workpiece. Industrial press brakes can not only improve work efficiency, but also help small businesses reduce manufacturing costs. If you want to learn more about press brakes, read this article.
A press brake is a machine for metal bending and forming, which drives punches and dies through different drive sources.
Therefore, the mold can repeatedly bend the metal sheet many times to form the profile. Press brakes apply tonnage in different ways for different thicknesses and lengths of material.
The name of the press brake is named after the driving method, and the driving source is generally divided into mechanical, hydraulic, electric and pneumatic. in:
Pneumatic press brake drives the slider through air pressure;
The servo electric press brake drives the slider to move through the servo motor, and the servo electric press brake has high precision and speed.
press brakes Now there are modern press brakes, which can be mainly divided into mechanical press brakes and hydraulic press brakes. At present, the press brake has developed into an advanced CNC hydraulic press brake. Various complex and high-volume workpiece forming tasks can be handled through press brake features and digital control.
The press brake drives the "plunger" by means of a hydraulic cylinder. By controlling the oil pressure, the pressure and processing speed can be controlled. It has a high pressurizing capacity and is the most commonly used press brake.
The main advantages of hydraulic press brakes are increased precision, easier support of parts when bending them, and reduced risk of worker injury. It is also the most popular type on the market.
Mechanical press brakes are driven by motors inside the equipment. The motor spins a large flywheel at high speed. The machine operator controls the flywheel via a clutch and then moves the rest of the parts to bend the metal. Mechanical press brakes are much simpler, especially when it comes to electronics, making maintenance and operation easy. Due to the nature of the mechanism, they can also handle tonnages two to three times higher than their inherent rating. The main disadvantage of using a mechanical press brake is that the plunger inside the machine must complete a full cycle when engaged and cannot be reversed. This creates some safety issues if the operator makes a mistake and imposes some restrictions on the machine.
These press brakes use air pressure to move the gate up and down. These machines are similar to hydraulic machines, but they generally have lower tonnage restrictions.
Servo electric press brakes use an electric motor to drive the movement of the hammer. While very fast and efficient compared to other press brake technologies, they are limited to low tonnage operations.
A CNC press brake is a hydraulic press brake equipped with a CNC control system.
The CNC control system controls the movement of each part, with modular programming function and high precision. The operator can set parameters through the control system, such as bending angle, plate thickness, flange length, cycle time, stress, etc.
The CNC press brake is also equipped with an automatic feeding system. The movement of the ram and backgauge precisely controls the position of the workpiece. The drive shaft of the back gauge motor moves synchronously with the ball screw. The back gauge can accurately measure the length of the flange being formed. The bending angle is adjusted by adjusting the movement of the ram through the control system.
There are basically three bending methods: air bending, bottom bending and embossing bending.
The choice of bending method has a lot to do with the thickness of the sheet.
Air bending is the most common bending method.
During the air bending process, the workpiece is not in full contact with the bottom mold.
Air bending can be performed with relatively small tonnages.
The method of bottom bending stamping is used as required.
During the bending process, the hydraulic cylinder drives the movement of the plunger.
The ram drives the upper die to exert pressure on the lower die on the workbench.
The middle sheet metal is extruded through the die to form a specific angle.
After many repeated bending, the final contour is obtained.
The shape of the punch and die and the movement of the ram determine the angle and shape of the sheet metal.
CNC press brakes are operator friendly with flexible CNC and programming capabilities.
Only trained workers should operate the press brake.
The operator should read the instructions carefully.
Please be sure to understand the detailed information, structure, performance and safety information of the CNC press brake before use.
Before you start using your hydraulic sheet metal press brake, please follow the safety information items.
The operation manual of the press brake is very important. We need to keep the manual in a safe place so that it can be checked if necessary.
1. The press brake is a device used to complete the overall bending of the sheet. After one stroke of the slider, the sheet is bent to a certain geometric cross-sectional profile. A relatively simple mold can fold workpieces of various shapes, and various complex cross-sectional shapes can also be obtained by multiple bending.
2. In addition, if equipped with suitable molds, it can also be used for stamping, shallow drawing, etc. The machine is widely used in aviation, aerospace, automobile, electronics, construction machinery, ships, railway vehicles and other industries.
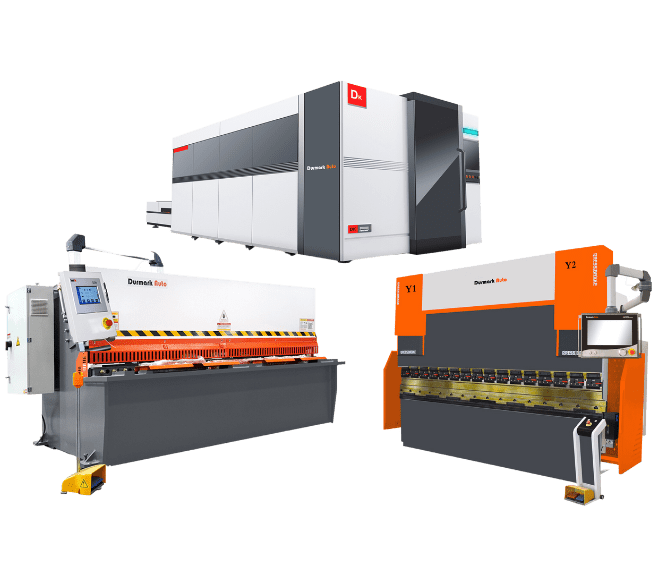
3. Durmark press brake adopts special CNC system for press brake. In addition to the basic axes Y1, Y2, and X axes, various CNC axis configurations can be combined according to user needs.
4. The numerical control system can automatically realize the control of the running depth of the slider, the adjustment of the left and right inclination of the slider, the adjustment of the pressure tonnage, the adjustment of the running speed of the slider, and the front and rear adjustment, left and right adjustment, and up and down adjustment of the back gauge. The press brake can easily realize the actions of sliding down, work advancing, pressure maintaining, returning, jogging, intermediate stop, etc. It can complete multiple bendings at the same angle or different angles with one feeding.
The performance and mode of operation of the press brake directly affects the final metal product. So we remind you to try to avoid second-hand press brakes if you can.
As a leading press brake manufacturer in China, we accept OEM customization, such as customized machine appearance, color, configuration, etc. Of course custom products are more expensive. Please contact our sales team for details.
Read More:
What is a Shearing Machine? Working Principle and Application
Top 10 Press Brake Machine Manufacturers in 2022
.png)




.png)
.png)